Welcome to ZK Electronic
16 years of industry experience
Good material qualty, high efficiency, fast delivery
搜索
NEWS
Laminating process
- Categories:Industry News
- Author:Becky Su
- Origin:
- Time of issue:2023-05-04 11:39
- Views:
(Summary description)Laminating process Surface mount adhesives (SMAs) are used in wave soldering and reflow soldering to keep components in place on printed circuit boards (PCBs) and to ensure that components are not lost during transfer on the assembly line. Most surface mount adhesives (SMAs) used in PCB assembly are epoxies, although polypropylene (acrylics) are also used for special applications. Epoxies have become a more mainstream adhesive technology worldwide following the introduction of high-speed drip systems and the electronics industry's mastery of how to handle products with relatively short shelf life. Epoxy resins generally provide good adhesion to a wide range of circuit boards and have very good electrical properties. Epoxy chip adhesive formulations offer a wide range of benefits to the user, including good dripability, continuous and consistent dot profile and size, high wet and cure strength, fast cure, flexibility and resistance to temperature shock. Epoxy resins allow high speeds for very small glue dots, providing very good on board curing electrical properties, no dragging lines and no collapsing during the heat cure cycle. (As epoxy resins are heat sensitive, they must be stored under refrigerated conditions to ensure *great shelf life.) Using visual inspection or automated equipment, SMA must contrast with the typical green or brown boards. Red and yellow have become the two basic adhesive colours due to the use of automated visual control systems to aid the inspection process. However, the ideal colour is determined by the visual comparison between the board and the adhesive. Typically, the heat curing of epoxy resins takes place in-line, in an infrared (IR) channel oven. The *lowest* temperature to start curing is 100°C, but in fact curing temperatures range from 110 to 160°C. Temperatures above 160°C speed up the curing process, but tend to cause fragile glue joints. Adhesive strength is key to the performance of the adhesive and is determined by many factors such as adhesion to the component and PCB, the shape and size of the adhesive dot and the level of cure. The three *common* causes of insufficient adhesive strength are insufficient cure, insufficient glue volume and poor adhesion. Glue dot profile The flow characteristics of the glue, or rheology, affect the formation of the epoxy resin glue dot as well as its shape and size. SMA allows for fast and controlled drops of glue in order to form a defined shape of glue dot. In order to ensure a good and stable glue dot profile, the glue is cleverly designed to be shake-soluble (i.e., thinning when stirred and thickening when stationary). In this process, the viscosity of the SMA is reduced when subjected to shear forces during dripping, allowing easy flow. When the glue hits the PCB surface, it rapidly re-structures and regains its original tackiness. The dot profile is also influenced by the recovery rate of the shake, the viscosity at zero shear rate and other factors. The actual dot shape may be "pointed"/conical or hemispherical. However, the dot profile is defined by non-viscous parameters such as dot volume, drip needle diameter and off-board height. That is, for a given grade of glue, it is possible to produce either very high narrow glue dots or low wide glue dots by adjusting their parameters. After placement, the drips of glue have two requirements: they must be smaller in diameter than the gap between the pads and be high enough to connect the gap between the PCB surface and the component body without interfering with the placement head. The gap in the glue is determined by the height of the pads above the PCB soldermask and the difference in thickness between the end metal and the component body. This gap can vary, being smaller than 0.05mm for flat chip components and larger than 0.3mm for SOP (small-outline package) and QFP. High drops of glue ensure good glue coverage on components with a high height above the ground. A high glue point also allows the glue to be squeezed out between components with a low ground clearance without fear of contamination of the pad. Typically, two sets of drip parameters are used together for the same level of glue: one produces a high, high volume glue dot for components with high ground clearance, and the other provides a medium height and volume glue dot for flat sheet components and MELF (metal electrode face) components. The glue dot size is also controlled by the ratio of the inner diameter of the selected nozzle to the height above the ground. Typically, the dot width to height ratio ranges from 1.5:1 to 5:1 (h/w = 0.2 to 0.6), depending on the parameters of the drip system and the grade of glue. These ratios can be optimised for any component by adjusting the machine settings. Moisture in the glue joints may boil during curing, causing voids, weakening the glue joints and opening pathways for solder to penetrate underneath the component, possibly c
Laminating process
(Summary description)Laminating process
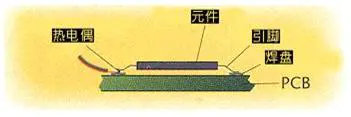
Surface mount adhesives (SMAs) are used in wave soldering and reflow soldering to keep components in place on printed circuit boards (PCBs) and to ensure that components are not lost during transfer on the assembly line.
Most surface mount adhesives (SMAs) used in PCB assembly are epoxies, although polypropylene (acrylics) are also used for special applications. Epoxies have become a more mainstream adhesive technology worldwide following the introduction of high-speed drip systems and the electronics industry's mastery of how to handle products with relatively short shelf life. Epoxy resins generally provide good adhesion to a wide range of circuit boards and have very good electrical properties.
Epoxy chip adhesive formulations offer a wide range of benefits to the user, including good dripability, continuous and consistent dot profile and size, high wet and cure strength, fast cure, flexibility and resistance to temperature shock. Epoxy resins allow high speeds for very small glue dots, providing very good on board curing electrical properties, no dragging lines and no collapsing during the heat cure cycle. (As epoxy resins are heat sensitive, they must be stored under refrigerated conditions to ensure *great shelf life.)
Using visual inspection or automated equipment, SMA must contrast with the typical green or brown boards. Red and yellow have become the two basic adhesive colours due to the use of automated visual control systems to aid the inspection process. However, the ideal colour is determined by the visual comparison between the board and the adhesive.
Typically, the heat curing of epoxy resins takes place in-line, in an infrared (IR) channel oven. The *lowest* temperature to start curing is 100°C, but in fact curing temperatures range from 110 to 160°C. Temperatures above 160°C speed up the curing process, but tend to cause fragile glue joints.
Adhesive strength is key to the performance of the adhesive and is determined by many factors such as adhesion to the component and PCB, the shape and size of the adhesive dot and the level of cure. The three *common* causes of insufficient adhesive strength are insufficient cure, insufficient glue volume and poor adhesion.
Glue dot profile The flow characteristics of the glue, or rheology, affect the formation of the epoxy resin glue dot as well as its shape and size.
SMA allows for fast and controlled drops of glue in order to form a defined shape of glue dot. In order to ensure a good and stable glue dot profile, the glue is cleverly designed to be shake-soluble (i.e., thinning when stirred and thickening when stationary). In this process, the viscosity of the SMA is reduced when subjected to shear forces during dripping, allowing easy flow. When the glue hits the PCB surface, it rapidly re-structures and regains its original tackiness.
The dot profile is also influenced by the recovery rate of the shake, the viscosity at zero shear rate and other factors. The actual dot shape may be "pointed"/conical or hemispherical. However, the dot profile is defined by non-viscous parameters such as dot volume, drip needle diameter and off-board height. That is, for a given grade of glue, it is possible to produce either very high narrow glue dots or low wide glue dots by adjusting their parameters.
After placement, the drips of glue have two requirements: they must be smaller in diameter than the gap between the pads and be high enough to connect the gap between the PCB surface and the component body without interfering with the placement head. The gap in the glue is determined by the height of the pads above the PCB soldermask and the difference in thickness between the end metal and the component body. This gap can vary, being smaller than 0.05mm for flat chip components and larger than 0.3mm for SOP (small-outline package) and QFP.
High drops of glue ensure good glue coverage on components with a high height above the ground. A high glue point also allows the glue to be squeezed out between components with a low ground clearance without fear of contamination of the pad. Typically, two sets of drip parameters are used together for the same level of glue: one produces a high, high volume glue dot for components with high ground clearance, and the other provides a medium height and volume glue dot for flat sheet components and MELF (metal electrode face) components.
The glue dot size is also controlled by the ratio of the inner diameter of the selected nozzle to the height above the ground. Typically, the dot width to height ratio ranges from 1.5:1 to 5:1 (h/w = 0.2 to 0.6), depending on the parameters of the drip system and the grade of glue. These ratios can be optimised for any component by adjusting the machine settings.
Moisture in the glue joints may boil during curing, causing voids, weakening the glue joints and opening pathways for solder to penetrate underneath the component, possibly c
- Categories:Industry News
- Author:Becky Su
- Origin:
- Time of issue:2023-05-04 11:39
- Views:
Information
Laminating process
Surface mount adhesives (SMAs) are used in wave soldering and reflow soldering to keep components in place on printed circuit boards (PCBs) and to ensure that components are not lost during transfer on the assembly line.
Most surface mount adhesives (SMAs) used in PCB assembly are epoxies, although polypropylene (acrylics) are also used for special applications. Epoxies have become a more mainstream adhesive technology worldwide following the introduction of high-speed drip systems and the electronics industry's mastery of how to handle products with relatively short shelf life. Epoxy resins generally provide good adhesion to a wide range of circuit boards and have very good electrical properties.
Epoxy chip adhesive formulations offer a wide range of benefits to the user, including good dripability, continuous and consistent dot profile and size, high wet and cure strength, fast cure, flexibility and resistance to temperature shock. Epoxy resins allow high speeds for very small glue dots, providing very good on board curing electrical properties, no dragging lines and no collapsing during the heat cure cycle. (As epoxy resins are heat sensitive, they must be stored under refrigerated conditions to ensure *great shelf life.)
Using visual inspection or automated equipment, SMA must contrast with the typical green or brown boards. Red and yellow have become the two basic adhesive colours due to the use of automated visual control systems to aid the inspection process. However, the ideal colour is determined by the visual comparison between the board and the adhesive.
Typically, the heat curing of epoxy resins takes place in-line, in an infrared (IR) channel oven. The *lowest* temperature to start curing is 100°C, but in fact curing temperatures range from 110 to 160°C. Temperatures above 160°C speed up the curing process, but tend to cause fragile glue joints.
Adhesive strength is key to the performance of the adhesive and is determined by many factors such as adhesion to the component and PCB, the shape and size of the adhesive dot and the level of cure. The three *common* causes of insufficient adhesive strength are insufficient cure, insufficient glue volume and poor adhesion.
Glue dot profile The flow characteristics of the glue, or rheology, affect the formation of the epoxy resin glue dot as well as its shape and size.
SMA allows for fast and controlled drops of glue in order to form a defined shape of glue dot. In order to ensure a good and stable glue dot profile, the glue is cleverly designed to be shake-soluble (i.e., thinning when stirred and thickening when stationary). In this process, the viscosity of the SMA is reduced when subjected to shear forces during dripping, allowing easy flow. When the glue hits the PCB surface, it rapidly re-structures and regains its original tackiness.
The dot profile is also influenced by the recovery rate of the shake, the viscosity at zero shear rate and other factors. The actual dot shape may be "pointed"/conical or hemispherical. However, the dot profile is defined by non-viscous parameters such as dot volume, drip needle diameter and off-board height. That is, for a given grade of glue, it is possible to produce either very high narrow glue dots or low wide glue dots by adjusting their parameters.
After placement, the drips of glue have two requirements: they must be smaller in diameter than the gap between the pads and be high enough to connect the gap between the PCB surface and the component body without interfering with the placement head. The gap in the glue is determined by the height of the pads above the PCB soldermask and the difference in thickness between the end metal and the component body. This gap can vary, being smaller than 0.05mm for flat chip components and larger than 0.3mm for SOP (small-outline package) and QFP.
High drops of glue ensure good glue coverage on components with a high height above the ground. A high glue point also allows the glue to be squeezed out between components with a low ground clearance without fear of contamination of the pad. Typically, two sets of drip parameters are used together for the same level of glue: one produces a high, high volume glue dot for components with high ground clearance, and the other provides a medium height and volume glue dot for flat sheet components and MELF (metal electrode face) components.
The glue dot size is also controlled by the ratio of the inner diameter of the selected nozzle to the height above the ground. Typically, the dot width to height ratio ranges from 1.5:1 to 5:1 (h/w = 0.2 to 0.6), depending on the parameters of the drip system and the grade of glue. These ratios can be optimised for any component by adjusting the machine settings.
Moisture in the glue joints may boil during curing, causing voids, weakening the glue joints and opening pathways for solder to penetrate underneath the component, possibly causing circuit shorts due to tin bridges. In syringes, moisture in the glue is minimal, but left in a non-cured state and exposed to indoor conditions, especially humidity, the glue may pick up moisture. For example, moisture is a problem when using the needle transfer method for dripping, as the glue is open and has a large exposed area. This problem can also occur when dripping with a syringe, if the drip and cure dwell time is long, or if the room conditions are humid. In response to these, most surface mount adhesives are formulated using raw materials with low moisture absorption to make them less impactful*.
The use of low temperature slow curing with longer heating times can help moisture to run off before curing and can solve the problem of cavity formation. Similarly, moisture can be eliminated by storing the components in a cold, dry place or by pre-treating the material in a dry oven at the appropriate temperature before use. Avoiding process stops before curing the adhesive and using a special adhesive with low moisture absorption can help reduce the problem of cavities.
Keyword:
Related News
















PRODUCTS
CONTACT US
Hotline:(0086)755-27801389
Mobile: (0086)15323874439
Sale No.1: becky@hysmt.cn
Sale No.2: fhysmt@hysmt.cn
Sale No.3: zksale@hysmt.cn
Sale No.4: sale@hysmt.cn
Sale No.5: elsey@hysmt.cn
GIVE ME A MESSAGE
Copyright: ZK Electronic Technology Co., Ltd 粤ICP备11054297号 Powered by www.300.cn