Welcome to ZK Electronic
16 years of industry experience
Good material qualty, high efficiency, fast delivery
搜索
NEWS
Dispensing process requirements and characteristics
- Categories:Industry News
- Author:Becky Su
- Origin:
- Time of issue:2023-02-25 11:53
- Views:
(Summary description)Dispensing process requirements and characteristics Dispensing process requirements and characteristics. Dispensing process is mainly used for lead components through-hole insertion (THT) and surface mount (SMT) coexistence of paste insertion mixed assembly process. In the entire production process (see figure), we can see that the printed circuit board (PCB) one side of the components from the beginning of the dispensing curing, to the end to wave soldering welding, which is a long interval, and carry out other processes more, the curing of components is particularly important. PCB point B side --- SMD B side --- reflow curing --- screen printing A side --- SMD A side --- reflow soldering --- automatic insertion --- manual flow insertion --- wave soldering B side Process control in the dispensing process. Production is prone to the following process defects: the size of the glue dot is not qualified, drawing, glue dipping pads, curing strength is not good easy to fall out of the film, etc.. Therefore, the control of the technical parameters of the dispensing process is the solution to the problem. The size of the dispensing volume according to work experience. The size of the diameter of the glue dot should be half of the pad spacing, the diameter of the glue dot after the patch should be 1.5 times the diameter of the glue dot. This will ensure that there is sufficient glue to bond the components and avoid too much glue soaked pads. How much glue is dispensed by the dispensing time and the amount of glue to decide, the actual production situation should be based on (room temperature, the viscosity of the glue, etc.) to choose the dispensing parameters. Dispensing pressure Currently. The dispensing machine uses a pressure to the dispensing needle barrel to ensure enough glue to squeeze out the dispensing nozzle. Too much pressure can easily cause too much glue; too little pressure can cause intermittent dispensing and leakage, thus causing defects. The pressure should be selected according to the quality of the glue and the temperature of the working environment. If the ambient temperature is high, the glue viscosity will become smaller and the liquidity will become better, then the pressure should be lowered to ensure the glue supply, and vice versa. Dispensing nozzle size in the actual work. The size of the inner diameter of the dispensing nozzle should be the diameter of the glue dot 1/2, dispensing process, the size of the pads on the PCB should be selected according to the size of the dispensing nozzle: such as 0805 and 1206 pads are not very different in size, you can choose the same needle, but for the difference between the pads should choose a different dispensing nozzle, so that you can ensure the quality of the glue, but also improve production efficiency. The distance between the dispensing nozzle and the PCB board is different. The dispensing machine using different needles, the dispensing nozzle has a certain degree of stopping. Each work should be started to ensure that the stop lever of the dispensing nozzle touches the PCB. Glue temperature. General epoxy resin glue should be kept in the refrigerator at 0 - 50C, and should be taken out 1/2 hour in advance when using to make the glue fully compatible with the working temperature. The use temperature of glue should be 230C--250C; the ambient temperature has a great influence on the viscosity of glue, the temperature is too low then the glue point will become smaller and the phenomenon of drawing will appear. A difference of 50C in ambient temperature will cause 50% change in the amount of glue dispensed. Therefore, the ambient temperature should be controlled. At the same time, the temperature of the environment should also be given to ensure that the humidity is small, the glue point is easy to become dry, affecting the bonding force. Viscosity of glue. The viscosity of glue directly affects the quality of dispensing. If the viscosity is large, the glue point will become small and even draw; if the viscosity is small, the glue point will become large and then may bleed pad. In the process of dispensing, a reasonable pressure and dispensing speed should be selected for different viscosity of glue. Curing temperature curve For the curing of the glue. The manufacturer has generally given the temperature curve. In practice, a higher temperature should be used as far as possible. In practice, the glue should be cured at a higher temperature as possible, so that the glue has sufficient strength after curing. Air bubbles The glue must not have air bubbles. A small bubble will cause many pads without glue; each time the glue should be filled with air in the bottle to prevent the phenomenon of empty play. For the adjustment of the above parameters, should be according to the point and the way, any change in any one parameter will affect other aspects, while the defects may be caused by multiple aspects, should be possible factors to chec
Dispensing process requirements and characteristics
(Summary description)Dispensing process requirements and characteristics
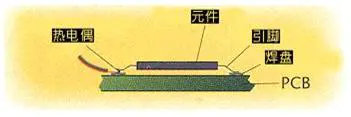
Dispensing process requirements and characteristics. Dispensing process is mainly used for lead components through-hole insertion (THT) and surface mount (SMT) coexistence of paste insertion mixed assembly process. In the entire production process (see figure), we can see that the printed circuit board (PCB) one side of the components from the beginning of the dispensing curing, to the end to wave soldering welding, which is a long interval, and carry out other processes more, the curing of components is particularly important.
PCB point B side --- SMD B side --- reflow curing --- screen printing A side --- SMD A side --- reflow soldering --- automatic insertion --- manual flow insertion --- wave soldering B side
Process control in the dispensing process. Production is prone to the following process defects: the size of the glue dot is not qualified, drawing, glue dipping pads, curing strength is not good easy to fall out of the film, etc.. Therefore, the control of the technical parameters of the dispensing process is the solution to the problem.
The size of the dispensing volume according to work experience. The size of the diameter of the glue dot should be half of the pad spacing, the diameter of the glue dot after the patch should be 1.5 times the diameter of the glue dot. This will ensure that there is sufficient glue to bond the components and avoid too much glue soaked pads. How much glue is dispensed by the dispensing time and the amount of glue to decide, the actual production situation should be based on (room temperature, the viscosity of the glue, etc.) to choose the dispensing parameters.
Dispensing pressure Currently. The dispensing machine uses a pressure to the dispensing needle barrel to ensure enough glue to squeeze out the dispensing nozzle. Too much pressure can easily cause too much glue; too little pressure can cause intermittent dispensing and leakage, thus causing defects. The pressure should be selected according to the quality of the glue and the temperature of the working environment. If the ambient temperature is high, the glue viscosity will become smaller and the liquidity will become better, then the pressure should be lowered to ensure the glue supply, and vice versa.
Dispensing nozzle size in the actual work. The size of the inner diameter of the dispensing nozzle should be the diameter of the glue dot 1/2, dispensing process, the size of the pads on the PCB should be selected according to the size of the dispensing nozzle: such as 0805 and 1206 pads are not very different in size, you can choose the same needle, but for the difference between the pads should choose a different dispensing nozzle, so that you can ensure the quality of the glue, but also improve production efficiency.
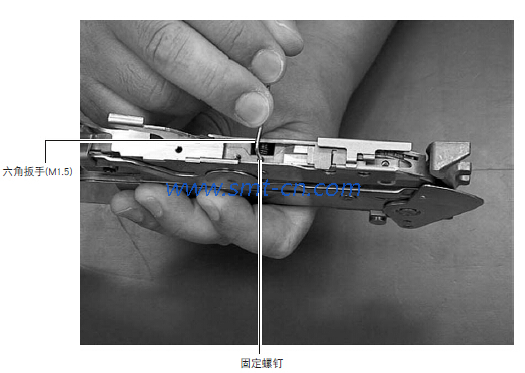
The distance between the dispensing nozzle and the PCB board is different. The dispensing machine using different needles, the dispensing nozzle has a certain degree of stopping. Each work should be started to ensure that the stop lever of the dispensing nozzle touches the PCB.
Glue temperature. General epoxy resin glue should be kept in the refrigerator at 0 - 50C, and should be taken out 1/2 hour in advance when using to make the glue fully compatible with the working temperature. The use temperature of glue should be 230C--250C; the ambient temperature has a great influence on the viscosity of glue, the temperature is too low then the glue point will become smaller and the phenomenon of drawing will appear. A difference of 50C in ambient temperature will cause 50% change in the amount of glue dispensed. Therefore, the ambient temperature should be controlled. At the same time, the temperature of the environment should also be given to ensure that the humidity is small, the glue point is easy to become dry, affecting the bonding force.
Viscosity of glue. The viscosity of glue directly affects the quality of dispensing. If the viscosity is large, the glue point will become small and even draw; if the viscosity is small, the glue point will become large and then may bleed pad. In the process of dispensing, a reasonable pressure and dispensing speed should be selected for different viscosity of glue.
Curing temperature curve For the curing of the glue. The manufacturer has generally given the temperature curve. In practice, a higher temperature should be used as far as possible.
In practice, the glue should be cured at a higher temperature as possible, so that the glue has sufficient strength after curing.
Air bubbles The glue must not have air bubbles. A small bubble will cause many pads without glue; each time the glue should be filled with air in the bottle to prevent the phenomenon of empty play.
For the adjustment of the above parameters, should be according to the point and the way, any change in any one parameter will affect other aspects, while the defects may be caused by multiple aspects, should be possible factors to chec
- Categories:Industry News
- Author:Becky Su
- Origin:
- Time of issue:2023-02-25 11:53
- Views:
Information
Dispensing process requirements and characteristics
Dispensing process requirements and characteristics. Dispensing process is mainly used for lead components through-hole insertion (THT) and surface mount (SMT) coexistence of paste insertion mixed assembly process. In the entire production process (see figure), we can see that the printed circuit board (PCB) one side of the components from the beginning of the dispensing curing, to the end to wave soldering welding, which is a long interval, and carry out other processes more, the curing of components is particularly important.
PCB point B side --- SMD B side --- reflow curing --- screen printing A side --- SMD A side --- reflow soldering --- automatic insertion --- manual flow insertion --- wave soldering B side
Process control in the dispensing process. Production is prone to the following process defects: the size of the glue dot is not qualified, drawing, glue dipping pads, curing strength is not good easy to fall out of the film, etc.. Therefore, the control of the technical parameters of the dispensing process is the solution to the problem.
The size of the dispensing volume according to work experience. The size of the diameter of the glue dot should be half of the pad spacing, the diameter of the glue dot after the patch should be 1.5 times the diameter of the glue dot. This will ensure that there is sufficient glue to bond the components and avoid too much glue soaked pads. How much glue is dispensed by the dispensing time and the amount of glue to decide, the actual production situation should be based on (room temperature, the viscosity of the glue, etc.) to choose the dispensing parameters.
Dispensing pressure Currently. The dispensing machine uses a pressure to the dispensing needle barrel to ensure enough glue to squeeze out the dispensing nozzle. Too much pressure can easily cause too much glue; too little pressure can cause intermittent dispensing and leakage, thus causing defects. The pressure should be selected according to the quality of the glue and the temperature of the working environment. If the ambient temperature is high, the glue viscosity will become smaller and the liquidity will become better, then the pressure should be lowered to ensure the glue supply, and vice versa.
Dispensing nozzle size in the actual work. The size of the inner diameter of the dispensing nozzle should be the diameter of the glue dot 1/2, dispensing process, the size of the pads on the PCB should be selected according to the size of the dispensing nozzle: such as 0805 and 1206 pads are not very different in size, you can choose the same needle, but for the difference between the pads should choose a different dispensing nozzle, so that you can ensure the quality of the glue, but also improve production efficiency.
The distance between the dispensing nozzle and the PCB board is different. The dispensing machine using different needles, the dispensing nozzle has a certain degree of stopping. Each work should be started to ensure that the stop lever of the dispensing nozzle touches the PCB.
Glue temperature. General epoxy resin glue should be kept in the refrigerator at 0 - 50C, and should be taken out 1/2 hour in advance when using to make the glue fully compatible with the working temperature. The use temperature of glue should be 230C--250C; the ambient temperature has a great influence on the viscosity of glue, the temperature is too low then the glue point will become smaller and the phenomenon of drawing will appear. A difference of 50C in ambient temperature will cause 50% change in the amount of glue dispensed. Therefore, the ambient temperature should be controlled. At the same time, the temperature of the environment should also be given to ensure that the humidity is small, the glue point is easy to become dry, affecting the bonding force.
Viscosity of glue. The viscosity of glue directly affects the quality of dispensing. If the viscosity is large, the glue point will become small and even draw; if the viscosity is small, the glue point will become large and then may bleed pad. In the process of dispensing, a reasonable pressure and dispensing speed should be selected for different viscosity of glue.
Curing temperature curve For the curing of the glue. The manufacturer has generally given the temperature curve. In practice, a higher temperature should be used as far as possible.
In practice, the glue should be cured at a higher temperature as possible, so that the glue has sufficient strength after curing.
Air bubbles The glue must not have air bubbles. A small bubble will cause many pads without glue; each time the glue should be filled with air in the bottle to prevent the phenomenon of empty play.
For the adjustment of the above parameters, should be according to the point and the way, any change in any one parameter will affect other aspects, while the defects may be caused by multiple aspects, should be possible factors to check item by item, and then eliminate. In short, in the production should be adjusted according to the actual situation of each parameter, both to ensure the quality of production, but also to improve production efficiency.
Keyword:
Previous:
SMT Process Introduction
Related News















PRODUCTS
CONTACT US
Hotline:(0086)755-27801389
Mobile: (0086)15323874439
Sale No.1: becky@hysmt.cn
Sale No.2: fhysmt@hysmt.cn
Sale No.3: zksale@hysmt.cn
Sale No.4: sale@hysmt.cn
Sale No.5: elsey@hysmt.cn
GIVE ME A MESSAGE
Copyright: ZK Electronic Technology Co., Ltd 粤ICP备11054297号 Powered by www.300.cn